Role of Superplasticizers in Concrete
Modern concretes almost always possess additives, either in the mineral form or chemical form. Particularly, chemical admixtures such as water reducers and set controllers are invariably used to enhance the properties of fresh and hardened concrete.
A 'Chemical Admixture' is any chemical additive to the concrete mixture that enhances the properties of concrete in the fresh or hardened state. This does not include paints or coatings. ACI 116R [2000] defines the term admixture as 'a material other than water, aggregates, hydraulic cement, and fiber reinforcement, used as an ingredient of concrete or mortar, and added to the batch immediately before or during its mixing'.
 |
A number of types of chemical admixtures are used for concrete. The general purpose chemicals include those that reduce the water demand for a given workability (called 'water reducers'), those entraining air in the concrete for providing resistance to freezing and thawing action (called 'air entrainers'), and those chemicals that control the setting time and strength gain rate of concrete (called 'accelerators' and 'retarders'). Apart from these chemicals, there are others for special purposes namely, viscosity modifying agents, shrinkage reducing chemicals, corrosion inhibiting admixtures, and alkali-silica reaction mitigating admixtures. Apart from the multitude of chemical admixtures, a number of different types and brands of cement are also available in the market today. With the increasing number of types and brands of cement, as well as variants of the water-reducing chemicals, there are issues that arise related to the compatibility between these two ingredients of concrete. Most users apply a trial-and-error approach to these chemicals, often resulting in an unfortunate negative experience and/or low cost-effectiveness, which produce a bias against admixtures in general.
 |
The rheology of concrete is influenced by water content, the amount, size and size distribution of all the solid components as well as by the dispersion of the finer particles through the addition of superplasticizers also called as high-range water reducing admixtures (HRWRAs), super fluidizers and super water reducers due to their higher efficiency than conventional water reducer admixtures in improving workability and flow of concrete mixes. They were developed for use where the amount of water reducer admixtures required reaching a desired slump or flow resulted in unacceptable reductions of other critical properties. Different chemistry enabled developers to produce an admixture that allowed contractors to place highly workable, pumpable, or even flowing concrete with higher strengths and greater durability and less shrinkage when the concrete mix was properly designed.
History and Evolution
The use of superplasticizers (high range water reducer) has become a quite common practice. This class of water reducers were originally developed in Japan and Germany in the early 1960s; they were introduced in the United States in the mid-1970s. Superplastisizers are organic poly-electrolytes that belong to the category of polymeric dispersants.
Superplasticizers are linear polymers containing sulfonic acid groups attached to the polymer backbone at regular intervals (Verbeck 1968). Most of the commercial formulations belong to one of four families:
- Sulfonated melamine-formaldehyde condensates (SMF)
- Sulfonated naphthalene-formaldehyde condensates (SNF)
- Modified lignosulfonates (MLS)
- Polycarboxylate derivatives
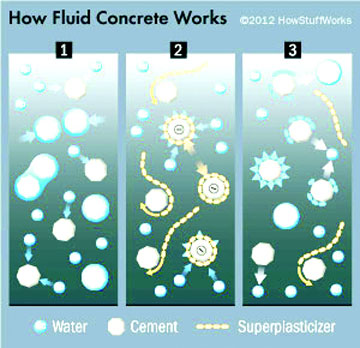
The sulfonic acid groups are responsible for neutralizing the surface charges on the cement particles and causing dispersion, thus releasing the water tied up in the cement particle agglomerations and thereafter reducing the viscosity of the paste and concrete (Mindess and Young 1981).
In addition, other types may include sulfonic acid esters or carbohydrate esters (carboxylates). High-range water reducers deflocculate and disperse the cement particles in a similar manner but much more efficiently than conventional water reducer admixtures. Superplasticizers can reduce water demand in the matrix by as much as 30%, and, because they can be added into the transit mixer at the plant and again at the jobsite, workability can continue to be customized at the site for specific application needs regardless of transit-time slump.
Before the 1970, it was impossible to produce concretes having both a w/c lower than 0.40 and a slump of 100mm. The lignosulphonate-based water-reducing admixtures that were the only dispersing admixtures then available on the market were not capable of sufficient dispersal to provide such performance. But as soon as the very efficient dispersing properties of polymelamine sulfonates and polynaphthalene sulfonates were discovered in Germany and Japan respectively, it became possible to produce admixtures having both a w/c lower than 0.40 and a slump of up to 200mm (8in).
These two innovations resulted in a significant advantage for concrete over steel for the construction of high-rise buildings.
High-range water reducers are classified by ASTM C 494, "Standard Specifications for Chemical Admixtures for Concrete" as Types F and G. Type F is a water- reducing, high-range admixture, and Type G is a water- reducing, high-range, retarding admixture. It is important for the contractor to understand the difference. The improper use of a Type G admixture may require a finishing crew to wait three additional hours until the retarder has worn off.
Within the different ASTM types, manufacturers offer many different brands. Different brands may produce different results.
Increase of Compressive Strength
Due to the development of powerful high-range water-reducing admixtures and viscosity modifying admixtures, it is now possible to very efficiently and economically build high-rise concrete structures. These admixtures allow concrete to be pumped from the first to the highest floor, so it is no longer necessary to use cranes to transport and place concrete.
When used properly, they can increase the strength of the concrete and provide greatly increased workability without adding more water. HRWR are commonly used to produce flowing, self-consolidating, or high-performance concrete. They should reduce the water requirement by at least 12% with ACI reporting possible reductions as high as 30% and meet the requirements of ASTM C 494 for Type F and G water-reducing admixtures or ASTM C 1017.
 |
A new class of high-range water reducers is currently revolutionizing the marketplace. Introduced in the early 1990s, polycarboxylates have proven extremely useful in many concrete mixes. ACI 212.4 stresses the use of field trial batches when using polycarboxylates, or any kind of superplasticizer to identify and correct potential problems, including rapid slump loss, excessive bleeding, or segregation. It also is important to be aware of when the HRWR is added to the mix (either at the batch plant or onsite), because this can significantly affect slump loss and setting time.
Reducing the water-cement (w/c) or water-binder ratio (w/b) means getting cementitious particles closer to each other in the hardened cement paste so that compressive strength can increase up to over 100Mpa-in spite of the fact that such concretes do not contain enough water to fully hydrate all of the cementitious particles. Compressive strength continues to increase as the w/c or w/b decreases because concrete compressive strength is related more to the closeness of the cement particles in the cement paste rather than to the amount of hydrated cement.
Superplastisizers are the improved chemical admixtures over plastisizers with highly effective plastiszing effects on wet concrete. Superplasticizers with highly effective plasticizing effects on wet concrete. Superplasticizers result in substantial enhancement in workability at a given water-cement ratio. For a constant workability, reduction of water content up to 30% may be achieved by the use of superplasticizers. Superplasticizers can be used at the higher dosages than conventional plasticizers in the range of 0.5% to 3% by weight of cement.
Water Reducers in Superplasticizers
A water reducing chemical, as the name implies, is used to reduce the water content of a concrete mixture while maintaining a constant workability. The resultant effect of the reduced water content is the increased strength and durability of concrete. However, water reducers may also be employed to 'plasticize' the concrete, i.e. make concrete flowable. In this case, the water content (or water to cement ratio) is held constant, and the addition of the admixtures makes the concrete flow better, while the compressive strength (which is a function of the water to cement ratio), and is not affected. Another use of water reducers is to lower the amount of cement (since water is proportionately reduced) without affecting both strength and workability. This makes the concrete cheaper and environmentally friendly, as less cement is consumed.
ASTM C 494 was modified to include high-range water-reducing admixtures in the edition published in July 1980. The admixtures were designated Type F water-reducing, high range admixtures and Type G water-reducing, high-range, and retarding admixtures (Mielenz 1984).
Effect of Superplasticizers on Concrete Properties
The main purpose of using superplasticizers is to produce flowing concrete with very high slump in the range of 7-9 inches (175-225 mm) to be used in heavily reinforced structures and in placements where adequate consolidation by vibration cannot be readily achieved. The other major application is the production of high-strength concrete at w/c's ranging from 0.3 to 0.4
 |
Superplasticizers are more expensive than conventional water- reducing admixture s. The dosage requirements vary between 0.5 and 3 percent by weight of cement, depending on the type of admixture used. Normally the superplasticizer is added to the truck mixer after it arrives at the jobsite and at the last convenient moment before discharge. Within 5 minutes or less the slump greatly increases and at this time the user can get the most advantage from the high fluidity of the concrete. The slump then steadily decreases during the next hour or more and it is for this reason that the superplasticizer is not added until just before use of the concrete.
The rate at which the slump decreases depends on the type and amount of superplasticizer added, as shown in this article, which reports the results of a laboratory investigation of how superplasticizers affect the workability, strength and durability of high-strength concrete.
The ability of superplasticizers to increase the slump of concrete depends on such factors as the type, dosage, and time of addition of superplasticizer; w/c; and the nature or amount of cement. It has been found that for most types of cement, superplasticizer improves the workability of concrete. For example, incorporation of 1.5% SMF to a concrete containing Type I, II and V cements increases the initial slump of 3 inches (76 mm) to 8.7, 8.5, and 9 inches (222, 216, and 229 mm), respectively.
The capability of superplasticizers to reduce water requirements 12-25% without affecting the workability leads to production of high-strength concrete and lower permeability. Compressive strengths greater than 14,000 psi (96.5 MPa) at 28 days have been attained (Admixtures and ground slag 1990). Use of superplasticizers in air-entrained concrete can produce coarser-than-normal air-void systems. The maximum recommended spacing factor for air-entrained concrete to resist freezing and thawing is 0.008 inch (0.2 mm). In superplasticized concrete, spacing factors in many cases exceed this limit (Malhotra 1989; Philleo 1986). Even though the spacing factor is relatively high, the durability factors are above 90 after 300 freeze-thaw cycles for the same cases (Malhotra 1989). A study conducted by Siebel (1987) indicated that high workability concrete containing superplasticizer can be made with a high freeze-thaw resistance, but air content must be increased relative to concrete without superplasticizer. This study also showed that the type of superplasticizer has nearly no influence on the air-void system.
Applications
While the effects are often less with low- and midrange water reducers, superplasticizers' uses in different types of concrete projects demonstrate the important role of water reducing admixtures.
Superplasticizers can be effective, for example, when making high-strength concrete (6000 psi or more) and are added to mixes with water-cement ratios below 0.35 to ensure control of the water and again in the field for placing purposes. HRWR's effect of early strength gain in concrete and easy placement has been recognized by the pre-cast industry. They are also commonly found in self-consolidating concrete. Added to architectural concrete mixes, they increase the concrete's workability and prevent bug holes.
Parking structures, which must endure constant exposure, often require low water-cement ratio, low permeability and air-entrained concrete with HRWR. Commercial and high-rise concrete buildings which employ gang forming or tunnel forming can benefit from the use of HRWR in the mix because its quick strength gain permits early form stripping and rapid cycling of the formwork.
Wall Pours and Superplasticizers
Using high-range water reducers to increase slump may be necessary for difficult wall placements. Conditions like narrow forms, heavy reinforcement, and sections with many blockouts, penetrations, or embedded items require the use of high-slump concrete. Superplasticized concrete also works well for pumping operations. The fluid concrete consistency reduces pump pressures and eliminates the need for altering mix designs for pumping great heights. It can also eliminate the need to use staging pumps.
Disadvantages
Common problems that arise as a result of incompatibility between cement and water reducers are: rapid loss of workability, excessive quickening / retardation of setting, and low rates of strength gain. Very often, there even exists incompatibility between a particular chemical and a certain batch of the same otherwise compatible cement, indicating that the nature of the problem is complex, and needs further understanding. Moreover, high performance concretes, which are in wide use today, almost always incorporate a mineral admixture or filler such as silica fume, fly ash and limestone powder. This further complicates the physico-chemical behaviour of the cement-based system since the mineral admixtures play an important role in the evolution of the hydration reactions and the availability of free water during the early ages of concrete.
Conclusion
Cement - superplasticizer interaction in concrete is a complex blend of chemical and physical mechanisms that are interdependent. The complicated nature of the problem prevents the development of simple solutions to address the field related issues of application of superplasticizers.
Studies on cement-water reducer interactions in India have been limited to the workability evaluation of concretes containing these chemicals, in specific regions where rapid slump loss has been observed in concreting operations. There have not been any investigations to understand the physico-chemical nature of this interaction. Thus, the results from these studies are not broad-based, i.e. they apply to a small group of cements and/or chemical admixtures. There is a distinct need for the characterization of Indian cement and admixture properties, in order to understand the nature of their interactions. Moreover, the wide range of cements used, varying transportation durations and climatic conditions necessitate a fundamental study that explains the mechanisms of interaction and helps establish methods for identifying incompatibility in practical situations.
 |
In addition, simple methodologies are required to be able to identify systems prone to undesirable effects due to such interactions and to further understand the fundamental nature of admixture behaviour in cement-based systems. The understanding of these interactions should be both at the applications scale (for example, studying flowability and retention of workability in pastes and concretes), as well as at the micromolecular scale, where some insight can be obtained into the physico-chemical interactions between cement particles and water reducer molecules.
The demand for these admixtures is influenced by the growing awareness of the ability to reduce water to cement ratio, where a different dosage reflects different performance. With the growing demand for construction industry the market for concrete superplasticizer is also expected to grow in the future. Superplasticizers are application specific and are available globally. There are different grades of superplasticizers available in the market among the above mentioned four types. These superplasticizers can be powder and liquid-based depending upon the end-user's interest. Generally, liquid forms are used as it is difficult to mix the powder in the concrete.
Currently, superplasticizers are mainly concentrated in Asia-Pacific, Middle East & Africa (ME&A), followed by Europe and North America. The Asia-Pacific and ME&A markets are expected to grow at a higher rate in the future. This report estimates the market size of the concrete superplasticizer market in terms of consumption and value, both regionally and in end-user markets. The report provides a comprehensive review of the major market drivers, challenges, and key issues in the market. This market is further segmented and forecasted for major regions such as Asia-Pacific, Europe, North America, and ROW. Top players of the industry are profiled in detail with their recent developments and other strategic industry activities.
References:
http://www.claisse.info/2013%20papers/data/e087.pdf
http://www.ce.tuiasi.ro/~bipcons/Archive/132.pdf
http://www.fhwa.dot.gov/infrastructure/materialsgrp/suprplz.htm
http://www.concrete.org/publications/internationalconcreteabstractsportal.aspx?m=details&i=51687459
http://www.theconcreteportal.com/compat.html
http://www.nrcs.usda.gov/Internet/FSE_DOCUMENTS/nrcs141p2_024043.pdf
http://www.concreteconstruction.net/concrete-construction/materials-selection-guide-water-reducing-admixtur.aspx
http://www.marketsandmarkets.com/Market-Reports/concrete-superplasticizers-market-1321.html